一、 酿造工业废水处理技术
◆莱茵环保在高浓度难降解工业废水处理领域不断寻求技术创新和突破,自主研发高级氧化、高密度絮凝沉淀池、V型滤池等技术工艺在不同类型水质中的应用技术,拥有白酒废水处理、养殖废水处理、钢铁废水处理等大量工程业绩,取得良好运行效果,获得业主的认可。
◆针对白酒、养殖等污染物浓度高、可生化性差的有机废水,公司自主研发设计的“固液分离+厌氧+好氧+芬顿高级氧化”深度处理组合工艺,使废水处理能稳定达到相关行业排水标准。
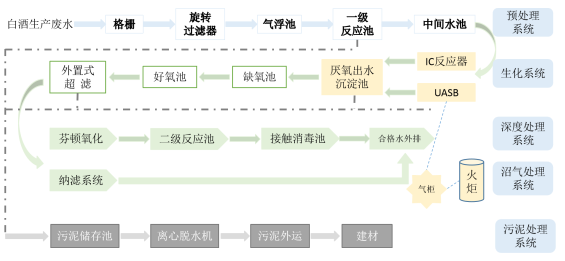
白酒废水处理工艺流程图
◆传统的高级氧化工艺芬顿氧化法需要投加大量酸和硫酸亚铁,或处理后会产生相当多的副产物,公司自主研发的芬顿高级氧化工艺中,药剂投加量少、副产物产生量少不需要投加任何酸,,处理后的废水可以稳定达到废水排放标准。
◆该技术在仁怀市鲤鱼滩、石火炉等多个白酒废水处理厂改造工程中成功应用,使当地白酒生产厂摆脱了因排水不达标造成停产的困境,并获得当地政府的嘉奖。
二、 焦化/钢铁工业废水处理和回用技术
◆针对钢铁废水处理,公司自主研发了“调节池+隔油池+气浮池+高密度絮凝沉淀池+V型滤池”组合工艺,在四川达钢全厂采用,成功解决了炼钢企业低污染废水处理直接排放的问题,处理后出水可回用至循环冷却水系统,有效实现了节水减排的目标。
◆公司自主设计的高密度絮凝沉淀池通过不断循环的介质颗粒和各种化学药剂强化絮体吸附能力,使脱稳后的杂质颗粒以载体为絮核,通过高分子链的架桥吸附作用以及微砂颗粒的沉积网捕作用,快速生成密度较大的矾花,从而大大缩短沉降时间,提高澄清池的处理能力,并有效应对高冲击负荷,从而改善水中悬浮物沉降性能的物化工艺技术,该技术具有占地面积小、工程造价低、耐冲击负荷等优点。
三、 矿山和选矿废水处理和回用技术
(1)硫铁矿废水处理技术
◆硫铁矿选矿一般采用浮选法,产生大量的选矿工业废水,其中含有硫化铁杂质,是酸度极高的红色污水,对生态环境造成严重污染,硫铁矿工业废水的治理一直是人们致力解决的难题。自然沉降法处理硫铁矿废水,方法简单,但处理后的废水仍含有较多的硫化铁杂质,无法达到国家规定的排放标准。
◆公司研发的高效底泥循环回流+磁絮凝高效处理与资源化利用技术(HDS+MF)融入晶种循环处理技术,即底泥回流系统;增加了药剂/底泥混合系统,可以促进中和药剂颗粒在回流沉淀物上的凝结,从而增加沉淀颗粒粒径和污泥密度;增加了磁絮凝系统,加快颗粒沉淀,提高处理效率。
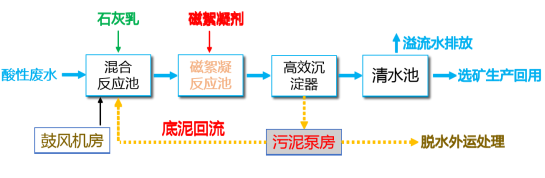
硫铁矿酸性废水HDS+MF工艺处理流程
HDS+MF技术优势:
◆HDS+MF工艺可减少石灰消耗5%~15%。
◆可将传统中和工艺改造为HDS+MF 工艺,可提高水处理能力1~2倍。
◆HDS+MF工艺产生的污泥固含率高(20%~30%),污泥体积是LDS法的1/20~1/30。
◆HDS+MF工艺法能够延缓设备、管道的结垢。
◆HDS+MF工艺法可实现全自动操作。
(2) 磷石膏矿废水处理技术
针对磷石膏含磷、氟及氨氮的组成特点,公司自主研发磷石膏渗滤液的磷酸铵镁沉淀法处理与资源化利用技术,采用磷酸铵镁沉淀法去除磷石膏渗滤液中的磷和氨并进行回收利用,所得沉淀经烘干粉碎后为磷酸铵镁产品,有效 P2O5 质量分数超过 25%、MgO 质量分数超过 14%、N 质量分数超过1%,可作为磷镁缓释肥使用。
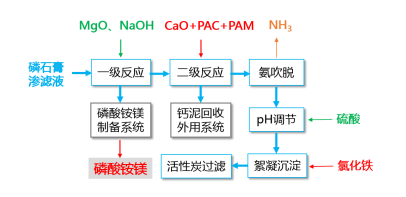
磷石膏矿废水磷酸铵镁沉淀法处理工艺
技术优势:
■采用磷酸铵镁沉淀法和氧化钙二级沉淀法,结合吹脱等工艺处理后的磷石膏库渗滤液可达到GB 8978-1996《污水综合排放标准》一级水排放标准。
■通过磷酸铵镁沉淀法可有效去除磷石膏库酸性废水中的磷、氮和氟,反应后清液中的磷、氮去除率均达到 90% 以上。
■磷酸铵镁沉淀反应中副产品含磷、氮养分及镁等中微量元素,可作为磷酸铵镁缓释肥料。
(3) 煤矿废水处理技术
在煤矿洗煤、选煤与挖煤过程中会大量出现洗煤水、煤泥水与矿井污水等煤矿废水。煤矿废水具有悬浮物含量较高、难于自然沉降等特点。煤矿废水中存在大量微粒,主要为负离子基团集结,形成团聚,同时负离子基团外表面会形成水分子基团的特点,公司自主研发煤矿废水超磁分离净化技术,该技术利用电磁场将废水中的磁性絮团悬浮物与水分离,达到煤矿水净化和悬浮物回收的目的。将投入废水中的磁种回收循环利用,其回收率大于97% ,基本可忽略其自身运转费用。
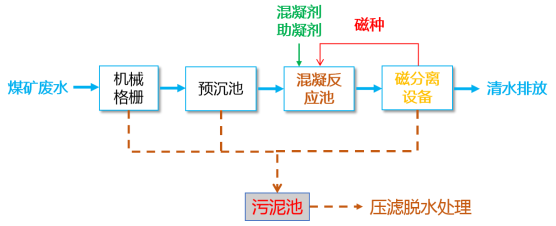
煤矿废水超磁分离净化技术处理工艺
技术优势:
■经过混凝之后的水自流进入磁分离机进行固液分离,通过磁吸附打捞使出水水质达到 SS<10-30 mg/L。
■分离出来的含磁污泥经磁回收系统实现磁种与污泥的高效分离,磁种物质回收循环使用。
■脱磁后的污泥含水率约 93% ,浓度高,无需浓缩,可通过脱水设备直接处理,干泥通过矿井运输系统外运。
四、 煤化工废水处理和零排放技术
煤化工是指以煤为原料,经化学加工使煤转化为气体、液体和固体燃料以及化学品的过程。 煤化工企业排放废水以高浓度煤气洗涤废水为主,含有大量酚、氰、油、氨氮等有毒、有害物质。公司经过深入研究和探索,研发出一系列针对煤化工废水的处理技术。以煤气化废水为例:
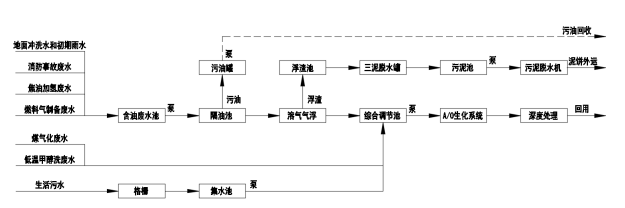
(1)废水来源
一般废水主要来源包括低温甲醇洗、煤气化装置、焦油加氢、燃料气制备装置的生产污水、生活化验污水、罐区冲洗水、消防事故污水和生产装置区、罐区、装卸油区内的初期污染雨水等。
(2)进出水质
通常企业要求污水处理站处理后的排水满足以下水质:
|
序号
|
项 目
|
单 位
|
典型进水水质
|
一般要求出水水质
|
|
1
|
pH值(25℃)
|
—
|
7.0~9.0
|
7.0~8.5
|
|
2
|
SS
|
mg/L
|
≤ 150
|
≤ 10
|
|
3
|
浊度
|
NTU
|
—
|
≤ 5
|
|
4
|
BOD5
|
mg/L
|
≤600
|
≤ 5
|
|
5
|
CODcr
|
mg/L
|
≤ 1500
|
≤ 50
|
|
6
|
NH3-N
|
mg/L
|
≤ 500-600
|
≤ 5
|
|
7
|
总磷(以P计)
|
mg/L
|
—
|
≤ 1
|
(3)废水特点分析
■目前项目采用的气化工艺,炉内温度在1200℃以上。高温气化过程避免了焦油和酚的产生,但排放的废水中氨氮和氰类污染物质浓度较高,废水有机污染物质主要为可生化性较好的小分子化合物;
■燃料气制备废水中含有一定量的低分子醇类、酸类、醛类和酮类等,废水中有机污染物质浓度高,PH值较低,可生化降解性好,废水中含有油类;
■焦油加氢废水来自于汽提塔排水,废水中含有一定量的硫化物和氨;
■低温甲醇洗生产装置排放的甲醇废水中主要含有甲醇,还有一部分的高沸点醇,其可生化性较好;
■废水中含有较高浓度的氨氮,在好氧硝化过程中会消耗一定的碱度,需补充一定量的碱度,维持生化系统中的PH值;
■初期污染雨水和地坪冲洗水、消防事故污水间歇排放至本污水处理站,水质、水量变化较大;
■原水中缺少磷,无法满足生化工艺的处理技术要求,需定期投加营养物质。
(4)处理技术流程
(5)技术特点
◆以最恶劣的水质作为本系统的参考水质,并在此基础上进行详细的计算以及充分考虑到水质变化后系统所产生的相应变化。从而保证本套污水处理工艺的抗冲击能力,真正做到污水处理场与上游污染源的无缝对接。
◆工艺先进、技术成熟,处理效果稳定,在常年处理运行过程要保证出水合格;
◆占地面积少、运行管理方便,设备维修量小,维修简单;
◆运转方式灵活,并可根据不同的进水水质调整运行方式;
◆便于实现处理工艺运转的自动控制,以尽可能少的投入获得尽可能多的效益。



 服务热线
服务热线







